
SISTEMA DE DETECCIÓN DE HILO PARA HILADO DE ANILLOS



Antecedentes en la industria
En la actualidad, la eficiencia de las empresas textiles se ve afectada principalmente por los costos laborales, el estado de los equipos, las operaciones comerciales y otros factores. El proceso de hilado es el proceso clave de la calidad de las hilanderías, difícil de gestionar, y la respuesta más directa a su gestión son los datos de roturas de hilo. Por lo tanto, cómo detectar y reducir las roturas es la máxima prioridad de la gestión del hilado. Sabemos que entre el 30% y el 35% de las roturas son causadas por un 5% de husos defectuosos. El método tradicional consiste en encontrar este 5% de husos defectuosos mediante viajes, reparaciones por parte de trabajadores mecánicos y muestreo por parte de probadores, pero tiene muchas desventajas.
Hemos desarrollado un sistema de detección en línea que permite localizar de forma oportuna y eficaz las averías de la máquina, mejorando notablemente la eficiencia de los telares de anillos. Nuestra empresa tiene como objetivo proporcionar un servicio avanzado de modificación inteligente para el proceso de hilado de las empresas textiles, acelerar la modernización de los equipos de hilado para mejorar la competitividad de las empresas y no escatimar esfuerzos para ayudar a los usuarios a maximizar sus beneficios mediante el uso de medios de control de producción eficientes e inteligentes.
Composición del sistema
El sistema se compone principalmente de dispositivos de monitorización y actuadores.
El dispositivo de monitorización incluye un dispositivo de monitorización de husillo único.
Los actuadores táctiles constan principalmente de cuatro partes: sistema de detección fotoeléctrica de rotura, dispositivo de alimentación de parada de mecha, pantalla de control de extremo de engranaje e indicador de advertencia de rotura final. El diagrama esquemático de los módulos del sistema se muestra en la imagen 1 a continuación. (Entre ellos, la plataforma de gestión de hilado, el sistema inteligente de nube de hilado, la monitorización del consumo de energía, la monitorización del entorno, la indicación de la lámpara de torre de torsión débil y rotura, la configuración de spandex, la configuración de la velocidad del ventilador de succión y la configuración de siro son módulos opcionales; sin los módulos opcionales, no se mostrarán los datos correspondientes).
Funciones del sistema
El sistema de monitorización y control cuenta con funciones de indicador y visualización de máquina individual, visualización del extremo del engranaje, visualización del taller, visualización del servidor principal, parada de rotura del extremo de la mecha, detección oportuna de roturas y posicionamiento preciso, lo que ayuda a comprender los puntos clave de la calidad del proceso de hilado, reduce la mano de obra y el desperdicio y mejora la calidad.
Su característica más destacada es la incorporación de un sistema de gestión de producción para el hilado. Este sistema puede recopilar datos de grandes volúmenes, generar diversos informes gráficos y textuales según las necesidades de los clientes, ayudar al personal técnico y administrativo de la fábrica a analizar, gestionar y tomar decisiones, y facilitar la gestión a los usuarios.
El sistema de gestión de la producción incluye principalmente las siguientes funciones:
A) Capaz de mostrar husillos con roturas de motas, encontrar oportunamente el husillo defectuoso y notificar al mecánico para que lo repare;
B) No es necesario un manual para comprobar las cantidades de rotura de 1000 husillos/hora y las roturas se pueden consultar en línea en cualquier momento;
C) No es necesario copiar manualmente el rendimiento de producción de cada turno, el sistema lo genera automáticamente;
D) Puede mostrar la velocidad del husillo, evitar la baja velocidad del husillo y reducir la torsión débil;
E) En cualquier momento, puede verificar las variedades de hilado y las condiciones de la máquina para la programación de variedades;
F) Capaz de ver el funcionamiento y la velocidad de funcionamiento de todas las máquinas;
G) Puede ver la relación entre la velocidad y otros parámetros en cualquier momento y puede optimizar la velocidad.
Características del sistema
El sistema de monitoreo y control del marco anular es un medio inteligente y de información. Puede registrar todos los datos y hacer que el trabajo sea más abierto y transparente, lo que ayuda a la gestión del grupo de taller y proporciona una base científica para que la empresa tome decisiones y optimice el proceso. El sistema tiene las siguientes características principales:
A) No hay conexión por cable entre cada sensor. Inserción directa.
B) La sonda fotoeléctrica (o electromagnética) tiene las ventajas de precisión y sensibilidad, la sonda es pequeña, la distancia de instalación entre la sonda y el anillo es grande y no influye en el empalme de hilos ni en el reemplazo del cursor.
C) El dispositivo de parada de alimentación de mecha es adecuado para formas de estirado paralelas y en V. Adopta una conexión de módulos flexibles, no necesita líneas de circuito adicionales, identifica automáticamente la posición del husillo, con una estructura simple y una instalación y mantenimiento convenientes. Sensibilidad del dispositivo de parada de mecha en 4 segundos.
D) Cada conjunto cuenta con una pantalla con interfaz hombre-máquina, que proporciona instrucciones de operación rápidas para los trabajadores y el mecánico.
E) Diseño con función wifi, para un futuro servicio remoto, conexión inalámbrica estable entre el portátil y el teléfono móvil.
Significado del módulo de monitoreo de roturas
El módulo de detección de roturas del sistema se refleja principalmente en la lámpara y la pantalla. Las diferentes categorías de visualización representan diferentes significados. Detalles como se indica a continuación, formulario 1.
| Posición | Categorías | Implicación |
| Posición del husillo | guiño de luz azul | descansos |
| Luz roja guiñando | falla | |
| Luz roja encendida | Giro flojo | |
| guiño de luz púrpura | Sensor cubierto | |
| lámpara | Luz verde encendida | 1-4 descansos |
| Luz amarilla encendida | 5-9 descansos | |
| Luz roja encendida | 10-24 descansos | |
| Luz roja guiñando | Rupturas por encima de 25 | |
| 2 colores se alternan guiñando | Advertencia de borrador/fallo de la placa base | |
| Mostrar | Letra b + número | Cantidad de ruptura |
| Letra E + número | Cantidad de torsión débil | |
| Letra F + número | Cantidad de fallas |
Parámetros técnicos principales de la máquina adaptada
Sistema de monitorización adaptado a los siguientes 2 parámetros del formulario; los demás parámetros se personalizan según los requisitos.
| No. | Artículo | especificación |
| 1 | Adecuado para tipo de hilo | Algodón y mezclas de 14 a 100 hilos |
| 2 | Número de husos | Marco corto, marco largo |
| 3 | Tipo de redacción | Dibujo en paralelo y en V |
| 4 | Calibre del husillo | 68,75 mm, 70 mm, 75 mm |
| 5 | Diámetro de la cuna del eje | 28 mm, 40 mm |
| 6 | Tipo de anillo | Plano, cónico |
| 7 | Número de huso | Desde el extremo del engranaje (izq./der.) en orden |
Especificación técnica del sistema
El sistema permite la monitorización inteligente en tiempo real. Su principio de funcionamiento y su diagrama de funcionamiento se muestran en las tablas 2 y 3, respectivamente.
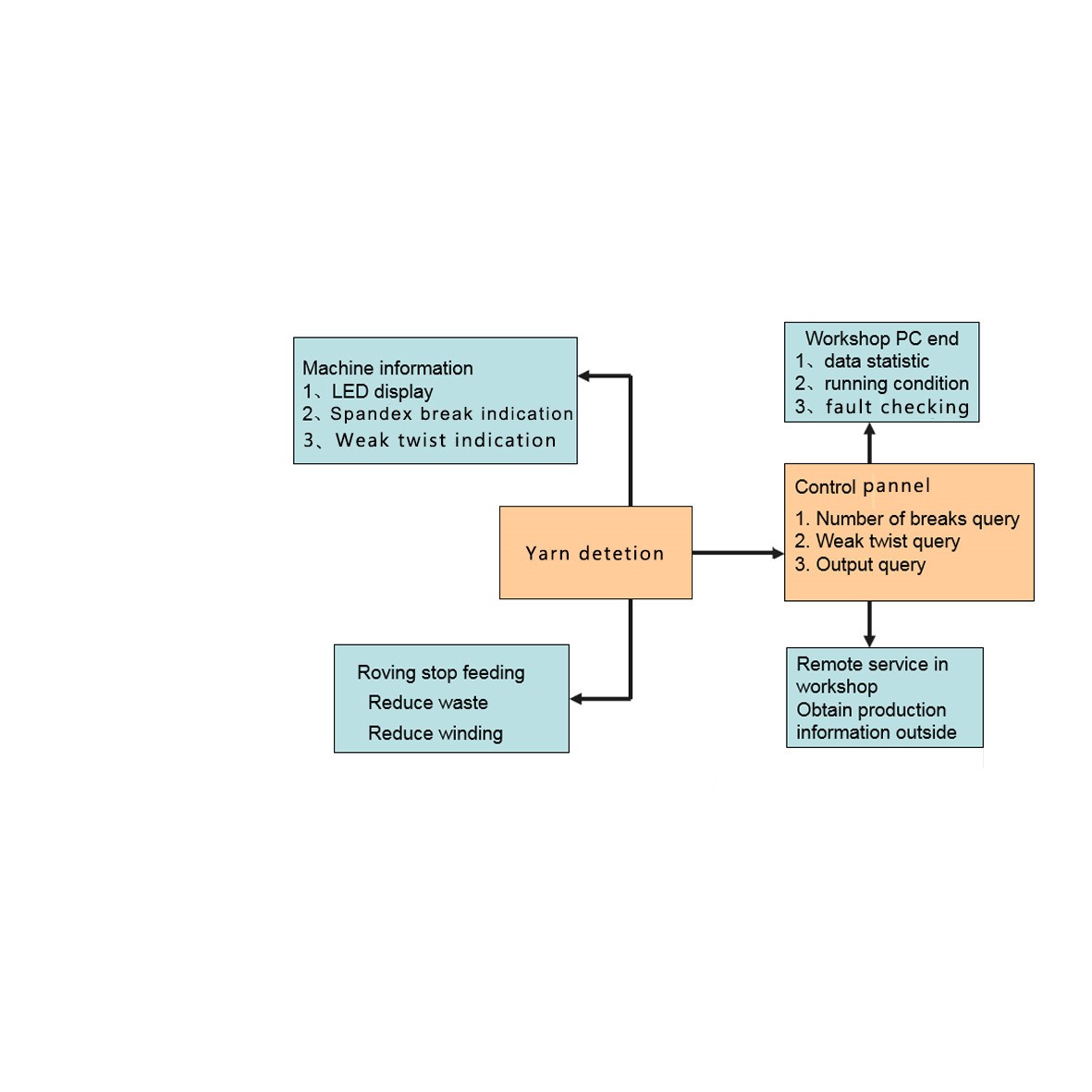
Principio de funcionamiento del sistema de detección de hilo
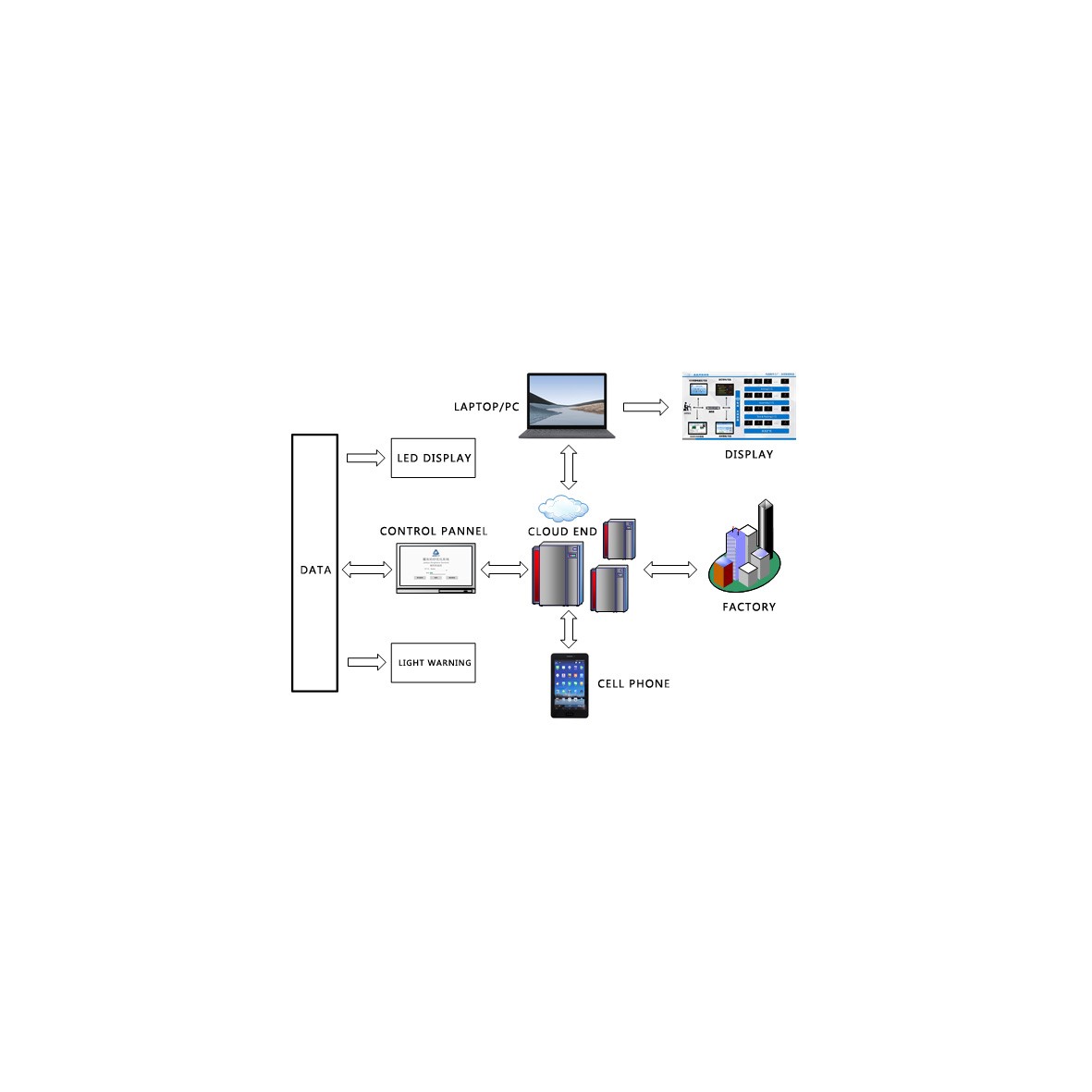
Diagrama de funcionamiento del sistema de detección de hilo
El sistema de monitorización de la máquina de hilar es inteligente, informativo y ligero. Sus principales especificaciones técnicas se muestran en la Tabla 2 a continuación.
| Artículo | Contenido | Sistema de monitorización de husillo único JADEYO 2.0 |
| Hardware | Rendimiento del sensor | Fotoeléctrico, Magnético |
| Especificación de la placa de sensores | 24 husos 0,7 kg | |
| Tipo de usuario final | Compatible con PC, móviles, portátiles, pulseras, etc. | |
| Parada itinerante | Al mismo tiempo que ocurre la rotura | |
| Control de dibujo | Mostrar diámetro del rodillo, velocidad actual | |
| Monitoreo de la producción | Muestra el tipo de hilo, la tasa de producción, la longitud, el rendimiento, los tiempos de cambio de hilo, etc. | |
| Se produjeron roturas por cada 1000 husos por hora. | Verificación en línea de la velocidad del husillo y roturas de extremo ocurridas/1000 husillos/hora | |
| Análisis de las pausas para quitarse el equipo | Verificación en línea de la velocidad del husillo y de las interrupciones ocurridas/1000/hora de cada descarga | |
| Alarma de roturas de extremo | El sensor de luz parpadea, el controlador del extremo del engranaje muestra la posición del freno y la pantalla muestra la cantidad de frenos. | |
| Un ligero giro | La luz del sensor puede estar en línea para verificar la velocidad del husillo y la cantidad de roturas. | |
| Vía de transmisión | La placa de circuito integrado es de fácil inserción. | |
| software | Conexión en red con otros dispositivos de monitorización | La interconexión de varias máquinas puede formar una red de control de hilado y de rotura de extremo. |
| Uso de la tabla de parámetros | Los informes existentes se pueden ajustar según las necesidades y, posteriormente, se pueden personalizar para desarrollar y configurar nuevos informes. | |
| Intercambio de datos | Los datos son totalmente abiertos, la interfaz de datos admite Ethernet y es compatible con el sistema de ejecución de fabricación HMES, el sistema de planificación de recursos ERP, el sistema de oficina OA, etc. | |
| Actualizaciones de funciones de software | Puede desarrollarse de nuevo y tener función de expansión. | |
| Estándar de calidad | Todos los husillos en línea detectando | Preciso y sin desinformación |
| Tasa de fallos diarios de la sonda de detección y otros componentes eléctricos | Dentro de 1/10000, la vida útil es de más de 10 años. |
Categorías de productos
-

Tejido de punto vaquero de sarga de algodón orgánico
-

Máquina de preencogimiento de mantas de precisión
-

Máquina de teñido por jig con convertidor de doble frecuencia
-

Máquina de teñido de hilo de muestra 200 g/unidad
-

Tejido de microterciopelo 100% poliéster para prendas de vestir.
-

Almacenamiento de vigas, almacenamiento de rollos de tela